热收缩带外补口技术工艺的特点
热收缩带是由辐射交联聚烯烃基材和特种密封热熔胶复合而成,特种密封热熔胶与聚烯烃基材、钢管表面及固体环氧涂层可形成良好的粘接;热收缩套在加热安装时基材在径向收缩的同时,内部复合胶层熔化,紧紧地包覆在补口处,与基材一起在管
道外形成了一个牢固的防腐体,具有优异的耐磨损、耐腐蚀、抗冲击及良好的抗紫外线和光老化性能。
热收缩带外补口具有机械强度高、抗老化能力强、耐环境应力性能好、粘接性能优异、使用方便等特点。
热收缩带外补口施工工艺
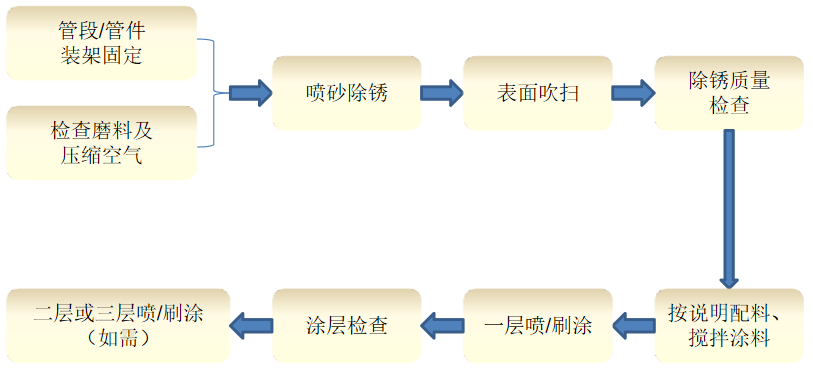
热收缩带外补口具体施工方法及要求如下:
1、除锈前除潮:在进行表面除锈前,应使用无污染的热源将补口部位的钢管表面潮气完成清除,目的是保证除锈后再加热时钢管不返锈;
2、表面除锈:使用抛丸机或环保式自动回收喷砂机对焊口部位进行除锈;如果使用喷砂除锈,应采用适宜的磨料、和干燥洁净的压缩空气进行除锈;
3、补口部位钢管预热处理:除锈完成后需要按热收缩套厂家要求的方法对补口部位钢管在底漆涂敷前进行预加热处理,预加热温度以材料厂家给定的温度为准;
4、底漆涂敷:钢管预热温度达到要求后将提前调试混合好的底漆倒到钢管表面,用刷子(或滚筒)将底漆均匀涂敷到补口部位的钢管上,底漆的厚度需达到材料厂家要求的厚度;
5、防腐层搭接处拉毛热收缩套覆盖及封口盖制作:底漆表干达到材料厂家要求后将热收缩套覆盖到钢管补口部位,覆盖时热收缩套与原防腐涂层搭接需不小于100mm热收缩套周向搭接不小于80mm。
6、热收缩套加热收缩:热收缩套覆盖好并制作好封口盖后用干净的热源反复不停加热收缩套通过加热使热收缩套均匀有序的收缩张贴到补口部位的钢管上,同时通过加热将热收缩套上胶料均匀从套的两侧溢出,加热过程中用滚轮清理套内留存的
7、气体热收缩套张贴到钢管上套内气体清理干净表面修理平整后用专用胶条或底漆将热收缩套周边涂敷保证热收缩套成一个完整密封的筒体;
8、施工过程中质量检测:
8.1、除锈质量检测:除锈质量达到Sa2.5级,锚纹深度达到40-90um
8.2、底漆:表面平整光滑,厚度达到设计标准要求
8.3、成品质量检测:平面平整光滑,颜色均匀一致,厚度达到设计要求的标准,涂层电火花检测在15Kv下无漏点,涂层剥离强度在涂层温度在25℃以下时不小于50N/cm
